Equipment spotlight: Dust collection and suppression systems in 2019
June 26, 2019
By Canadian Biomass staff
 Fagus GreCon
Fagus GreCon Canadian Biomass has rounded up some of the newest designs and solutions for handling combustible dust in pellet plants and other wood products manufacturing facilities in Canada.
[This article is part of Dust Safety Week 2019. To read more articles on dust safety, click here.]
Fagus GreCon
Sparks or embers are created during the processing of biomass through drying, shredding, granulating and pelletizing. These hazards are quickly transported along production through conveying systems and can ignite combustible dust causing fires and explosions. GreCon Spark Detection and Extinguishing Systems are a cost-effective preventative system, which detect sparks and embers then activates countermeasures before they can cause fire or dust explosions. GreCon Spark Detection Systems are Factory Mutual Approved and can reduce your risk of fires and dust explosions in transport and collection system as outlined in NFPA 69, 654, and 664 standards.
www.fagus-grecon.us
Advanced Cyclone Systems
Advanced Cyclone Systems (ACS) is a company exclusively dedicated to the development and commercialization of high efficiency cyclone systems worldwide. Thanks to the superior efficiency ACS cyclones are a viable alternative to ESPs and Bag Filters for emission limit compliance in both biomass dryers and boilers. Hurricane cyclones are able to capture very fine dust with a Volume Median Diameter (VMD) of less than 10μm, achieving emissions as low as 30mg/Nm3.
www.advancedcyclonesystems.com
Rembe
Rembe has the expertise as innovator of flameless venting for indoor/outdoor explosion protection (Q-Box/ Q-Rohr); a comprehensive line of Rembe explosion panels and TARGO-VENT to help manage precious outdoor space utilization by reducing safety zones without compromising safety; Q-Flap NX and EXKOP isolation systems to prevent explosion propagation. Whether you handle/produce pellets, wood chips, particle boards, MDF, OSB and/or operate a sawmill, careful consideration needs to be given to proper explosion protection: venting and isolation. Think dust collectors, dryers, cyclones, screens, silos, and mills. Rembe Inc. will work with you to determine your specific requirements, develop a plan of action and assist in implantation to minimize downtime while keeping your plant and employees safe.
www.rembe.us
Fike
With over 70 years of field experience in providing dust explosion protection systems, Fike’s team of engineers, application specialists and combustion researchers understand the complexities of plant processes, relevant code compliance and the critical nature of plant operation. Fike works closely with its customers, in many cases starting with safety audits and dust testing. The company then will design explosion protection solutions. Fike offers venting, suppression and isolation systems to ensure the safest and most effective solutions for plant and employee protection. Whether it is a passive (venting) solution or an active suppression solution, you can be comfortable knowing that Fike has designed the optimum Explosion Protection system for your facility.
www.fike.com
Flamex
The Flamex Spark Detection and Extinguishing system is a cost-effective solution for the prevention of dust collector fires and explosions in the woodworking industry. Flamex has announced the introduction of the new YMX 5000 Detector series, which represents a unique and technologically advanced generation of infrared spark sensors for industrial applications. An industry exclusive self-monitoring optics feature provides “through the lens” testing for each detector in real time to immediately alert the user of lens contamination. The YMX 5000 Spark Detector is suitable for installation in an extremely wide range of operational temperatures (-40 F up to 221 F). FM Global Approved.
www.sparkdetection.com
SonicAire
Airmax Systems is Western Canada’s leading distributor of SonicAire fans. These industrial fans are designed to proactively eliminate overhead combustible fibre and dust in your facility. Not only will employees enjoy a cleaner, healthier and safer work environment, but cleaning costs will be dramatically reduced. Overhead dust control fans also help keep a facility in compliance with OSHA and NFPA regulations. Airmax works with Canadian pellet manufacturers, sawmills and pulp mills to eliminate fugitive dust. The company is now offering the new SonicAire XD2 fan, certified for Class II Div 2 Hazardous Areas.
www.airmaxsystems.ca or www.sonicaire.com
Benetech
Benetech’s dust suppression systems provide a low maintenance, cost-effective, and reliable solution to combat pervasive problems that interfere with all aspects of your business. For over 35 years, Benetech’s engineering team has been dedicated to the design, fabrication and installation of dust suppression systems. Benetech’s approach has resulted in hundreds of satisfied customers who are now able to achieve year-round dust control. Through engineered innovations and tested and tried dust suppression agents, Benetech has become the leader in dust suppression products and services worldwide.
www.benetechglobal.com
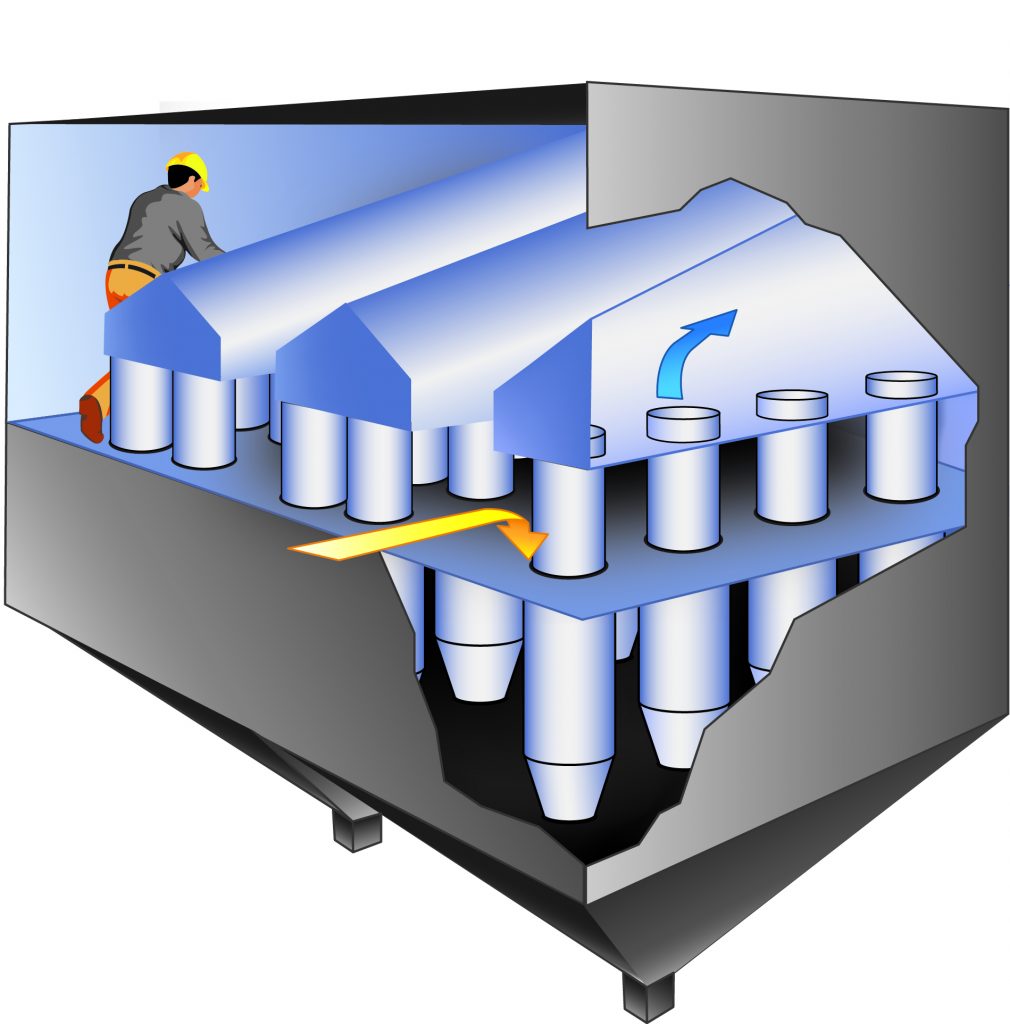
ProcessBarron
Although mechanical dust collectors are used for many different material applications (i.e. coal, bagasse, cement dust, sinter, sludge, etc.) they are most commonly in used in boiler systems that are firing biomass. They have proven to be excellent system pre-cleaning devices that can greatly extend the life of an ID Fan and protect more sophisticated APC equipment downstream in the system. Mechanical dust collectors remove a high percent of larger particles (over 15 microns) that are considered destructive to any downstream equipment, for a very small pressure drop (approximately 3.00” WG). Over the last several decades ProcessBarron has established itself as one of the most experienced and respected designers and fabricators of mechanical dust collectors in the U.S. The company offers several different sizes of dust collector tube assemblies, with the 24-inch tube size its standard offering for almost all medium and large biomass fired boiler applications.
www.processbarron.com
Englo
Englo’s unparalleled product suite of dust extraction technology is second to none and tailor-made to solve any fugitive or hazardous dust problem. New to their offerings is the Englo’s OPTIMAL Filtration System, which separates solids from slurry and has the ability to reuse both water and solids, further reducing costs. In partnering with EmiControls, Englo’s broad solution offerings include the unmatched capabilities of EmiControls’s misting cannon product line for dust, emissions and fire suppression problems. There is no one-size-fits all problem. Englo has the right solution for each customer. Wolftek is the distributor of Englo products for Western Canada.
www.wokftek.ca or www.engloinc.com
Ruwac
Ruwac’s FRV1400 includes an explosion proof TEFC motor alongside a multi-stage centrifugal, high performance turbine and relief valve rated for 24/7 operation. This vacuum’s “Bulletproof” modular housing is fully grounded and made from a durable carbon impregnated, compression cast composite backed by a lifetime guarantee. Each FRV1400 vacuum features a foot-actuated dustpan for dustless clean-up and Ruwac’s industry-leading MicroClean filtration. Connecting your FRV1400 to the HEC-XLT-EX will prevent fine dust from prematurely clogging your vacuum filter. The pre-separation system features Ruwac’s 12-inch high-efficiency cyclone and collects up to 97 per cent of fines prior to reaching the filter, reducing downtime and costly filter replacements in the process.
www.lattaequipment.com
Allied Blower
For wood processing facilities demanding larger system capabilities, Allied Blower & Sheet Metal has successfully certified a line of Back Blast Dampers (BBD’s) that reach sizes up to 50 inches (1270 mm) in diameter. The BBD can resist a vented dust collector explosion reaching a Pred of 5 psi (0.35 bar) for dusts with a Kst of up to 200 bar-m/sec. This range provides safe operation for a large range of deflagrable dusts used in industry. When comparing the options of using a passive mechanical system or an active chemical suppression system the mechanical systems are perceived to have less maintenance costs due to simplicity in function, design, training requirements, and the low frequency of inspections. With a mechanical BBD, mill staff do not need specialized training or tools when inspecting and keeping maintenance records for NFPA compliance, as they would require with an active chemical system. This results in more up-time, allowing for more production. Allied BBDs are built in Canada and designed for easy installation, inspection, and maintenance. The instrumentation meets North American standards to easily integrate into a plant or mill PLC system and is available in Class 2 Div 2. A combination of Allied BDD and an Allied’s NFPA certified rotary feeders can provide NFPA compliant passive isolation for large sized systems.
www.alliedblower.com

Airmax

Benetech

Fagus GreCon
ProcessBarron

Ruwac

Advanced Cyclone Systems

Allied Blower

Fike

Flamex
Print this page