Ways to maximize conveyor operation
August 25, 2017
By Michael Cremeens and Dick McConnell
Aug. 25, 2017 - Seeing vs. understanding – a common conundrum when it comes to truly understanding challenges. When applied to conveyor operation, “seeing” is most commonly expressed as, “That’s the way we’ve always done it,” or, “This is the way I was taught.” Not necessarily wrong, but perhaps not completely right either.

In contrast, when we have an “understanding” of the events occurring during effective conveyor operation, maximized performance can be achieved. From belt construction, to structural composition to splicing considerations, having fundamental knowledge (or understanding) can provide enhanced belt performance outcomes.
Getting to know your belt
Belt selection is critical. Knowledge of the workload expected, pulley diameters on the structure, troughability, load support/transverse stiffness, impact loads, and rubber compound requirements are but a few of the prerequisites of choosing the right belt. If this sounds a little overwhelming, be advised that you need not worry; every key belt manufacturer representative can walk you through these parameters.
The bigger issue, especially in the North American market, is the broad brush of belt specifications.
Understanding belt construction
Key components of a belt include the fabric, skim coats, and adhesions (collectively known as the carcass). This is the backbone of the belt. The carcass does all the work involving carrying the load, cycling from peak to low operational tension, and performance longevity. The other key component is the top and bottom covers. They are there to protect the carcass. Different compounds are available to meet the needs of application.
The North American market unit of tension is measured in pounds per inch of width (PIW). The plies of fabric, usually made of nylon or polyester, have a rated tension. Common fabric tensions are: 110 lb., 125 lb., 150 lb., and 200 lb. So, adding the number of plies with the rated fabric strength provides the belts rated tension in PIW. For example: three plies of 110 lb. fabric equals a belt rated at 330 PIW. This is the rated tension – a key component in belt selection.
But, here’s the issue and one that is recommended to be resolved. The belt also has a safety factor. The service factor of the carcass is directly proportionate with the safety factor. Higher quality belts will have a 10:1 break strength or higher while lower-end belts can be 6:1 or less. Independent pull tests can verify the break strength.
Transitions and your belt
Now that you know belt construction and conveyor drive system affect performance, what other operational considerations are in play? A prominent part of conveyor design, one for which the conveyor belt is engineered to accommodate, is the transition distance. Located at the load zone, or tail section, and the discharge point, or head section, the transition distance is the dimension from the top of the respective pulley to fully troughed. In other words, the distance from the top of the tail pulley (at the load zone) to the first full troughed idler set (usually 35 degrees or 45 degrees).
Conveyor belts are designed to stretch into these troughed positions while carrying loads. However, meeting or exceeding the recommended distance in this transitioned area is critical to maximizing belt life. Violating this specification will result in premature fatigue. This will be represented in the form of belt cupping (curved belt edges identified on return idlers), wear patterns in top and bottom covers following the load side idler junctions (the space between the flat center roller and the two canted rollers), and, most damaging, extreme compression folding of the center of the belt at the transition. All of these preventable events can cause tracking issues, premature splice failure, and will abbreviate belt life.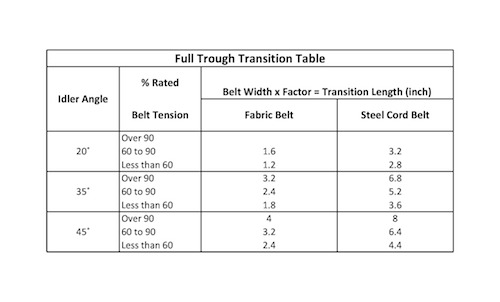
There is a relationship between the length of transition distance and the percentage of the belt’s rated tension. This means we need to understand the operating tension of the belt. There are several sophisticated ways to calculate the operational tension; your chosen belt manufacturer can make these available. By knowing the percentage of the belt’s rated tension versus the operational tension, belt performance can be maximized once again. Ideally, operating a belt at 50 per cent to 60 per cent of rated tension is desirable.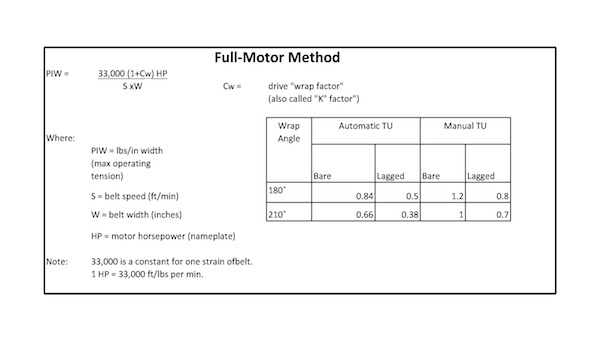
One quick check method is referred to as the motor horsepower calculation. This presumes 100 per cent of the horsepower on the nameplate of the motor can be engaged in the drive system. As such, this is a conservative means to calculate operational tension.
Operational vs. rated tension
The percentage of operational tension to rated tension affects several key performance characteristics. As mentioned, transition distance recommendation is decreased as the operational percentage is lowered. The same goes with recommended minimum pulley diameters. This includes any pulley in the conveyor system having more than 90 degrees of wrap. The head pulley, tail pulley, and gravity take up pulley are included in this consideration. On higher percentage operating PIW belts, especially when inclined, the bottom side bend pulley following the gravity take up system may come into play. Like transition distances, the concern lies not in being too big but rather exceeding minimums.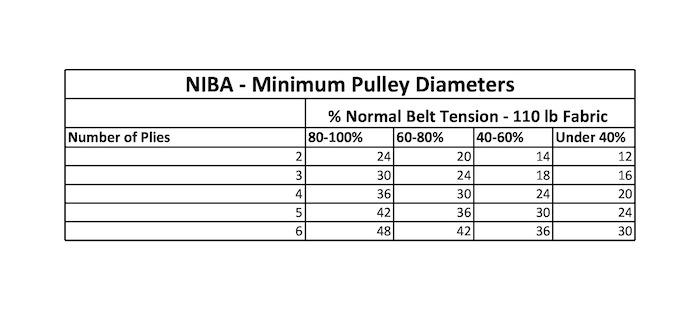
Is your splice right?
So far, many critical belt performance considerations have been discussed, but how your belt is held together also need to be considered. There are several options when it comes to splicing your belt, so make sure the right method and correct tools are chosen for the application. Once the method is selected, make certain the splice is installed at a true 90-degree angle to the travel of the belt. This will equalize the tension across the width of the belt, preventing tracking issues once the belt is under tension.
The first consideration in splice choices is vulcanized versus mechanically fastened. Vulcanizing is the process of prepping belt ends with either a “step” style splice of a “finger” style splice. The splice kits for both include the rubber material and solutions necessary to prep the belt prior to “cooking” the belt ends in a vulcanizer. Of the two, step splices are more common. However, the finger style splice is preferred in special weave fabric belts and higher tension applications. In both cases, the splicing personnel need to be very skilled to assure the very best outcome. The result is a seamless splice joint with a rubber chemistry most closely matching that of the belt manufacturing process. In ideal circumstances, that splice could last the life of the conveyor belt.
The second option is a mechanical splice joint. The process for installing these utilizes a plate or hinged style design held in compression on the belt ends with either a bolt, rivet, or screw. Mechanical joints meet operational tension needs, are cost effective, and can be installed very quickly by the conveyor operator. Mechanical fasteners, when properly selected, have a very significant life cycle. Another benefit of the mechanical splice is that when it does fatigue, the wear pattern is evident during routine inspection. This makes it easy to add to a planned maintenance on a conveyor.
Other belt performance considerations
Additional conveyor operation considerations include load zone characteristics and tracking influences. Training for both of these elements can be quite involved. Suffice it to know that the better the product is centered on the receiving belt, the better the chance of keeping the belt tracked. Further, if the product is oriented toward the direction of travel of the receiving belt, at minimum impact, and at similar speed of belt travel, many belt wear issues are minimized. There can be many reasons for belt conveyors to mistrack – structural damage, cambered belt, excessive carryback, over or under tensioned operation – just to name a few. Belts that are not tracking properly will have an adverse effect on performance.
Maximizing conveyor performance can be achieved through an understanding of the performance characteristics of the application. Although there are many reasons why conveyor belt performance may be less than optimal, the solutions are generally common sense once the groundwork is understood. There are also many dependable reference sources to further understand conveyor operations. Two of them would be the Conveyors Equipment Manufacturers Association (CEMA, www.cemanet.org) and the National Industrial Belting Association (NIBA, niba.org).
Michael Cremeens is the VP Training and Technical Support at Shaw Almex Industries with 39 years of industry experience in a variety of roles ranging from field technician to rubber processing expert. Mike has authored numerous papers and speaks at many industry gatherings.
Dick McConnell is the National Account/OEM Manager at Flexco. His 30 years of troubleshooting conveyor performance in all manner of industries gives him the knowledge and expertise to understand the challenges of both small and large operations, and offer solutions.
Print this page