What to look for when selecting dust control equipment
June 22, 2020
By Mike Lewis
 An atomized spray unit and a dust suppressing ring combine for outstanding control at this biomass-fired power plant. Photos courtesy BossTek.
An atomized spray unit and a dust suppressing ring combine for outstanding control at this biomass-fired power plant. Photos courtesy BossTek. Dust suppression has become an increasingly important challenge in biomass operations, with raised awareness and tighter regulatory standards both contributing motivations for handlers to find efficient, cost-effective methods of particle control. Depending on the source and ambient conditions, airborne dust can contribute to a number of concerns, including potential health or safety hazards, explosion risks, environmental issues, regulatory challenges, higher equipment maintenance costs and poor community relations. From a purely financial perspective, when equipment air intake includes significant amounts of dust, it can lead to more frequent maintenance and faster wear, causing operating costs to rise.
[This article is part of our 2020 Dust Safety Week coverage. Find more articles here.]
Defining ‘dust’
Dust is a generic term for minute solid particles, typically less than 500 microns in diameter. In bulk material handling, these particles are often created in a wide range of sizes, with larger, heavier particles tending to settle to the ground, while smaller, lighter solids may hang in the air indefinitely.
For occupational health purposes, airborne solids are categorized by size as either respirable or inhalable. The larger particles in the inhalable dust classification are typically trapped in the nose, throat or upper respiratory tract. The Environmental Protection Agency (EPA) describes this category as particles with a median diameter of about 10 microns.
In contrast, respirable dust is small enough to penetrate deep into the lungs, usually identified as particles under 10 microns in size. These small particles that migrate deep into the respiratory system are generally beyond the body’s natural cleaning mechanisms (such as cilia and mucous membranes) and are likely to be retained. To put that in perspective, a human hair typically ranges from 50-75 microns thick, so the most potentially hazardous dust particles are the ones too small to see (see Figure 1).
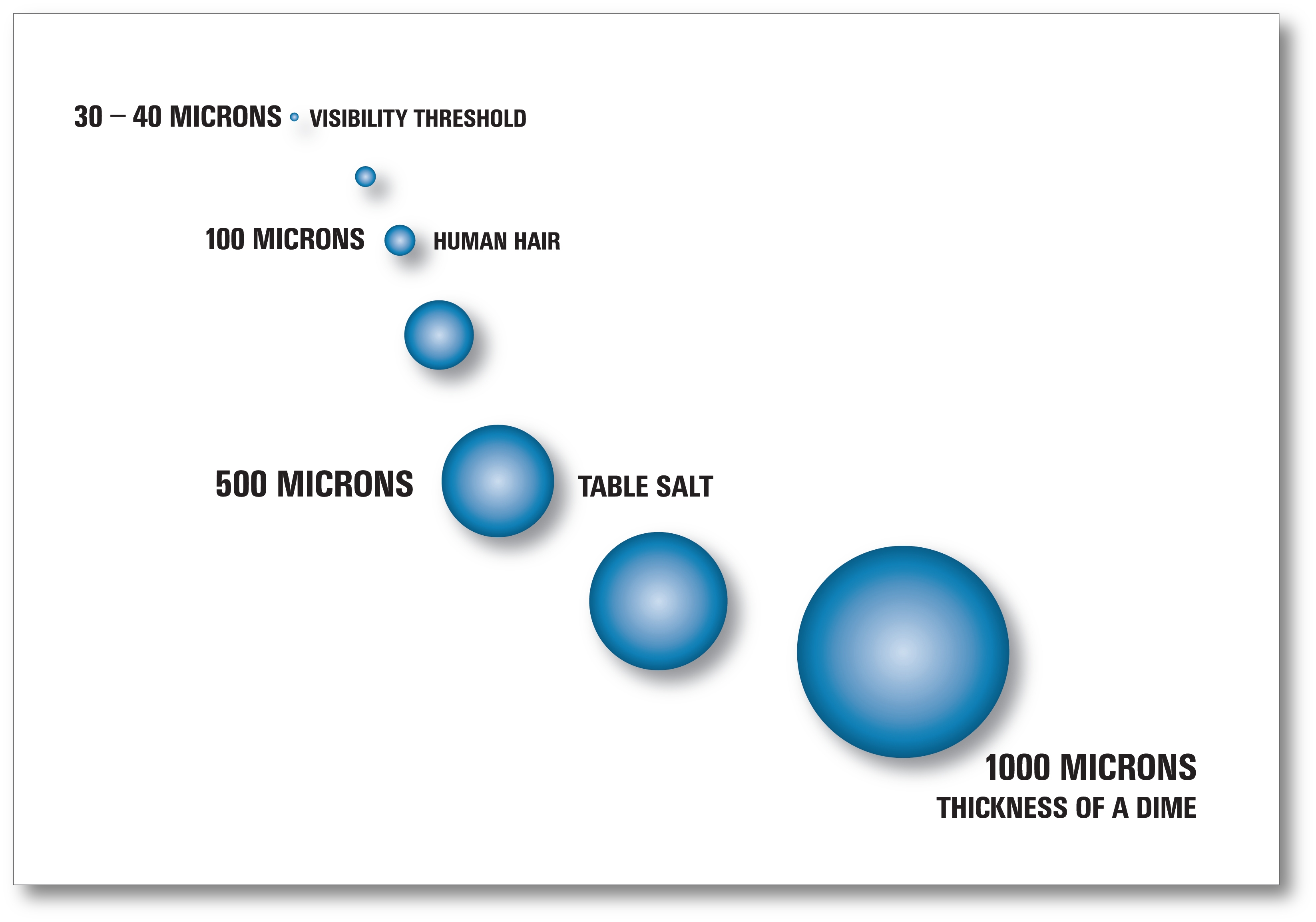
Figure 1: The most potentially hazardous dust particles are the ones too small to see.
Approaches to dust control
Basic spraying techniques such as sprinklers or hand-held hoses can help capture surface dust before it becomes airborne, but they tend to saturate target surfaces, often resulting in standing water that can create additional hazards or damage sensitive cargo. The range of these techniques also tends to be limited, frequently requiring significant staff time to man the hoses or reposition sprinkler heads.
Their greatest drawback, however, is droplet size: water droplets produced from hoses and sprinklers are simply far too large to have any meaningful effect on airborne dust particles. A more effective option is an atomized mist, which relies on the principle of creating tiny droplets of a specific size and delivering them at relatively high velocity over a wide coverage area, inducing collisions with dust particles and driving them to the ground. The method has proven well-suited for managing dust from biomass fuels, grain, fertilizers, coal, cement and other bulk materials. It’s also one of the few technologies capable of delivering dust control via airborne capture and surface wetting.
Even though new equipment designs are often compact in size, some atomizers are capable of reaching a very large surface area with powerful oscillating fans that can generate as much as 37,500 cubic feet per minute (CFM) – approximately 1,062 cubic meters per minute (CMM) – of air flow. These high-performance machines can have a throw of more than 300 feet (100 meters), with fully oscillating models delivering a high-efficiency spray that can cover as much as 280,000 square feet (more than 26,000 square meters) from a single location. That’s almost six football fields.

Atomized mist dust suppression units can be mounted on towers to increase the range and coverage area.
Selection criteria
The most obvious criteria for selecting equipment is performance: how effectively does the equipment knock down solid particles that are suspended in the air and prevent ground-level dust from becoming airborne? One way to judge equipment designs is to review their spec sheets and compare physical properties, including motor rating, air velocity, air and water volumes and water pressure, all of which directly affect the unit’s range and coverage area. In most situations, the higher the numbers in these categories, the better. The water source is also a factor: it’s very unlikely that a machine supplied by a garden hose will be able to equal the performance of equipment fed by a fire hose.
Not surprisingly, the equation is more complex than simply comparing statistics. As dust particles and water droplets approach each other, the best chance for a collision is created when they are roughly the same size, avoiding a slipstream effect that can carry them past one another (see Figure 2).

Figure 2: The greatest attraction between dust particles and water droplets is created when they are roughly the same size, avoiding a slipstream effect.
Because all of the elements in dust control equipment tend to have an effect on each other, each component must be designed to achieve an optimum balance, including the pump, nozzles, barrel and fan. Changing any element can impact droplet size, velocity, spray pattern and range, and all of these must work together for maximum efficiency.
An age of specialization
Like a physician, the most knowledgeable equipment supplier is likely to be the specialist. It stands to reason that a manufacturer who adopts dust control as one of many product lines must divide its resources to support all of those products, whether it be in R&D, technical service or repair parts. In contrast, a supplier whose sole business is dust control will have a very narrow focus, with every employee concentrating on functions related to that single purpose. Customers are likely to benefit from support personnel with extensive experience and daily contact with dust suppression issues.
Potential buyers of dust suppression equipment should also be sure to review the standard features and available options. Will the manufacturer deliver the unit on a carriage, providing ready mobility? Is it available with a skid mount, allowing easy transportation with a fork lift? Can it be ordered with a dosing pump to add surfactants for superior particle attraction or additives for odor control? Is there a filter system permitting the use of non-potable water sources? If the equipment is well designed, the use of pressurized air should not be required to achieve efficient suppression, avoiding the need for compressors.

Buyers should investigate standard features and available options, including the type of carriage, oscillation, pumps and nozzles.
Beyond options and accessories, look for the ability to customize. Some equipment brands are sold with an established set of choices, with little room to accommodate specialized needs. For example, in some applications, the ability to tailor the droplets to suppress a very specific particle size can be a significant advantage. That kind of versatility typically means a change in nozzles and possibly other features, requiring a certain amount of flexibility that not all manufacturers will offer.
It may also be a good idea to find out if the equipment is suitable for automatic operation, even if that ability isn’t needed now. In the future, it may become desirable to incorporate remote control, solenoid activation or other automation, allowing users to operate suppression equipment only at specific times to conserve water and energy. Some of the latest equipment designs can be set up to operate via programmable logic control, which can accommodate changing weather conditions and even automatically start or stop machines when target airborne particulate levels are reached.

Remote controls or other automation can allow users to operate the suppression equipment
with maximum efficiency.
Demonstration is key
Before making a commitment to a particular dust suppression design, it’s a good idea to see the units up close and get a demonstration of the equipment in service. Don’t rely solely on spec sheets and videos. Renting a unit before buying can be a valuable experience, especially if the supplier will credit a portion of the rental fee toward the purchase.
Inspect the materials of construction: is the unit built with heavy-duty materials that are likely to withstand the rigours of everyday use, or does the manufacturer use thin sheet metal housings and light-duty components? Does the supplier employ a durable frame and fasteners that lend themselves to removal and replacement if a repair becomes necessary? Or is the unit assembled with light-gauge rivets and sheet metal screws that are unlikely to survive many years of field service?
As with many types of equipment, good indicators of overall quality are the supplier’s warranty and guarantee, not to be confused with each other. The warranty is the manufacturer’s pledge to replace failed parts within a specified period of time, while the guarantee is that supplier’s assurance of a buyer’s satisfaction. A manufacturer willing to warranty its products for significantly longer than its competitors is demonstrating confidence that the equipment is durable and reliable. Likewise, if a supplier promises customer satisfaction with a money-back guarantee, it’s a good indication that the products have been field-proven to perform as advertised.
Mike Lewis is the vice-president of sales for BossTek. For more information visit www.bosstek.com or call (309) 693-8600.
Print this page