Quality infeed: Characterization and pre-treatment of residues for making wood pellets
July 4, 2023
By Jun Sian Lee, Hamid Rezaei, Omid Gholami Banadkoki, Fahimeh Yazdan Panah, Shahab Sokhansanj
 Figure 2 - Pictures of the six groups of infeed materials. Figures and tables supplied by authors.
Figure 2 - Pictures of the six groups of infeed materials. Figures and tables supplied by authors. Wood pellets are traded commodities to replace coal in power generation and heating applications. According to Canadian Biomass 2022 Pellet Mill Map, Canada is home to 47 wood pellet production plants. The plants are located in varied latitudes and regions, and thus, each plant has access to a region-specific range of biomass types that are economically available to the plant. Pellet plants were originally established within or next to the sawmilling operations to make pellets from excess sawdust. The economy of scale has pushed the size of the pellet plants to larger capacities thus the available sawdust has not met the feedstock demand. The pellet producers are acquiring their infeed fibre from logging residues to make up for the shortfall.
A recent study by forest experts reported that less than 30 per cent of the total harvest in Prince George, B.C., as a case study is available as primary residue, which may add up to 8.7 million oven-dry tonne (ODT) per year. However, it is estimated that only 60 to 70 per cent of the primary residue is recoverable due to the high cost of transport.
For the bioenergy industry, the primary residues are removed from the forest floor as bio-logs and as bush grind. Bio-logs are portions of trees that are of a size, quality, and form below the size (100-120 mm) commonly utilized for sawlogs and pulp logs. The bush grind is logging debris including needles, branches, and roots that are ground in the forest. The forest debris is usually heavy in dirt and other impurities that end up as ash in the feedstock. There is no data on the proportion of biomass chipped at the stump and the proportion chipped at the roadside. Limited on-site measurements show the substantial variability of properties when the feedstock switches from primary residues to bush grind. In 2009, UBC researchers measured the properties of logging residues obtained from Williams Lake in the interior region of B.C. The authors showed that even for samples obtained at the same site, the moisture content varied from 20 per cent to 40 per cent, ash content varied from one per cent to five per cent, bulk density ranged from 174 to 215 kg/m3, and HHV ranged from 18 to 21 MJ/kg.
Infeed materials on arrival at a pellet plant undergo several treatments. Magnets are deployed along various infeed locations to remove ferrous metals, which are the biggest cause of sparks and fires in the dryer. The ferrous objects must be removed before the feed becomes in contact with hammers in the grinder and feed rollers in the dryer. Scalpers, grizzly rolls, or disk screens with or without vibratory screens are used to remove large, oversized materials, which include rocks, metal, and other foreign objects. The density separator either works based on screen vibration or by using airflow or a combination of the two. Screen opening sizes are managed to allow the optimum-sized particles to stay in the infeed stream while larger contaminants are separated. Smaller rocks, pieces of metal, and small man-made items can fall through the screens and stay in the infeed streams.
In 2021, the Biomass and Bioenergy Research Group (BBRG) at the University of British Columbia (UBC) collaborated with the Wood Pellet Association of Canada to analyze and report infeed biomass properties. Nine pellet plants in B.C. and Alberta provided infeed samples for analysis. Several plants provided the flowsheet they follow to process their infeed material. As shown in Figure 1, several magnetic rolls and air density separators are used to remove foreign objects such as metals and rocks. Prior to drying, the infeed materials are ground on a hammermill to meet the size specified by the dryer manufacturer.
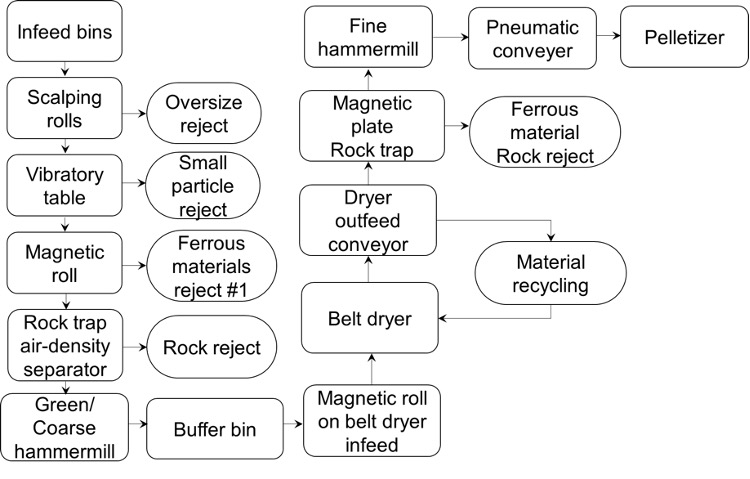
Figure 1 – Detailed process flow for processing and cleaning of infeed material in pellet plant 4.
BBRG researchers classified 30 batches of infeed biomass received from the nine pellet plants into six categories of shavings, sawdust, hog, bush grind, wood chips, and infeed mix. Additionally, four out of nine plants provided data on the fraction of each category of infeed in their operation. Table 1 lists the description and the composition of each category in the four pellet plants. Shavings and sawdust fractions were common among all four plants.
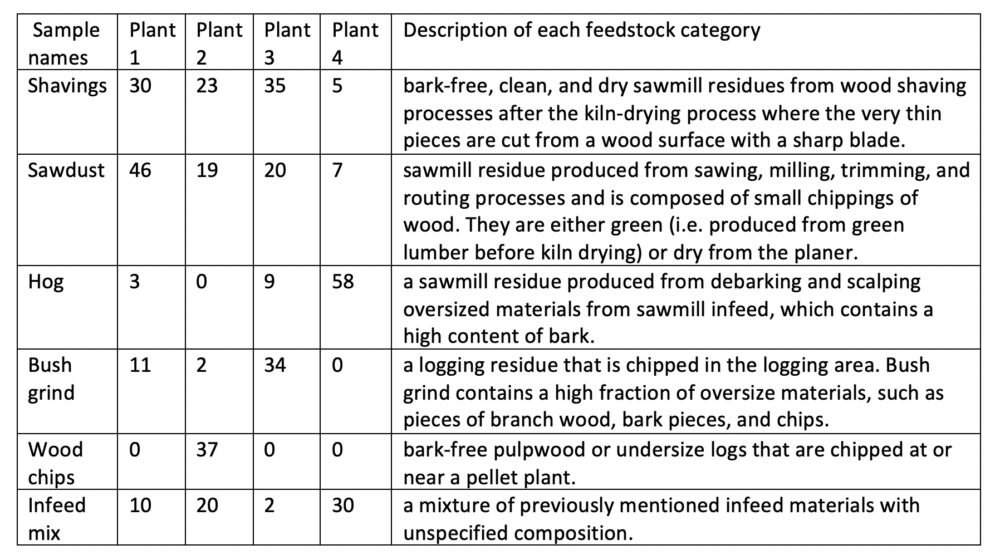
Table 1 – Four wood pellet plants reported the approximate percentage of the infeed material types they received and processed.
Particle size
Particle size influences the bulk density and handling properties, flow of material in dryers, drying uniformity and size distribution of ground samples. For example, based on information from dryer manufacturers, Stela and Prodesa, the optimum size of particles in belt dryers is 8- 10 mm with the minimum and maximum allowable sizes between 0.5 mm and 50 mm, respectively. Particles less than 0.5 mm are not desired because these particles are easily entrained in the drying air and tend to fall through the dryer belt perforations. The maximum size limit of 50 mm is set to avoid clogging the dryer screw conveyor and uneven drying. The size analysis of received samples showed that 98 per cent of the received sawdust was smaller than 16 mm, while 80 per cent of the infeed mix was smaller than 16 mm. Shavings had 47 per cent of particles smaller than 16 mm. The hog samples from the sawmill operations were smaller than 16 mm, likely because of the size reductions that occurred during debarking, end-cutting, and trimming operations. Seventy-four per cent of bush grind and 65 per cent of wood chips were larger than 16 mm.
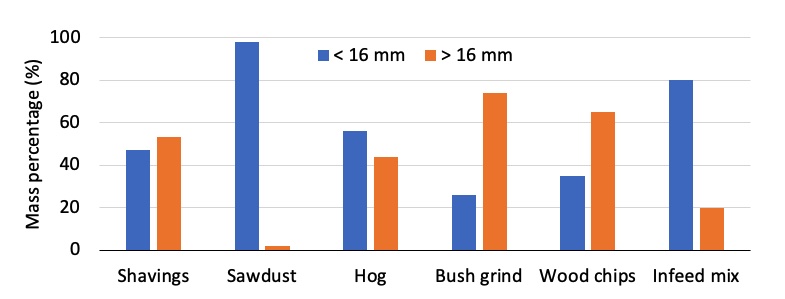
Figure 3 – Particle size classification of the tested infeed materials (separation using 16 mm sieve).
Moisture content
The moisture content of each type of woody infeed varied substantially from ~10 per cent for shavings to over 50 per cent for hog samples. The variability within the individual type of infeed material was substantial, too. The hog’s moisture content varied by its bark content and the age of the hog. Because bark contains higher nitrogen content, it was infested by fungi quicker and therefore accumulated moisture. Older hog, which the plant identified as “legacy hog” had up to 60 per cent wb (wet mass basis) moisture content. The moisture content of sawdust and wood chips ranged from 30 per cent to 55 per cent wb depending on the pile being under the shed or in open.
Ash content
Bush grind and hog had the largest ash content 1.7 per cent and 2.8 per cent, respectively. Their ash contents were significantly higher than clean shavings (0.4 per cent). The international quality standard for industrial wood pellets, ISO 17225-2 specifies that the maximum moisture content and maximum ash content of I2 industrial pellets are 10 per cent and 1.5 per cent, respectively. The analysis of samples received from plants indicated that deep drying and careful blending of infeed material are essential for meeting the maximum allowable level for the industrial grade.
Bulk density
Bulk density varied from 73 kg/m3 (4.6 lb/ft3) to 279 kg/m3 (17 lb/ft3). The wide range of bulk density shows the challenge to feed a calculated mass ratio of a blend based on a fixed-volume loader that would be used to blend the infeed for drying and pelletization. Bulk density is an important factor when blending the infeed biomass. The blending ratio of two or more fractions is based on the desired mass fractions but the blending operation at the plant site often takes place by prescribing volumes. For example, the bucket of a front-end loader is used to blend different masses of feedstock types.
Smoking temperature
The onset of smoking temperature of 158-172 C was lower than the ignition temperatures for woody materials measured using test standard ASTM E2021-06 at 285-315 C. The lowest smoking temperature was 158 C for hog. The smoking temperature is critical to safe operation of a belt dryer in which the biomass is in contact with hot surfaces for extended periods. The biomass in contact with hot surface may smoulder and eventually combust when it reaches to other enclosed areas such as a cyclone.
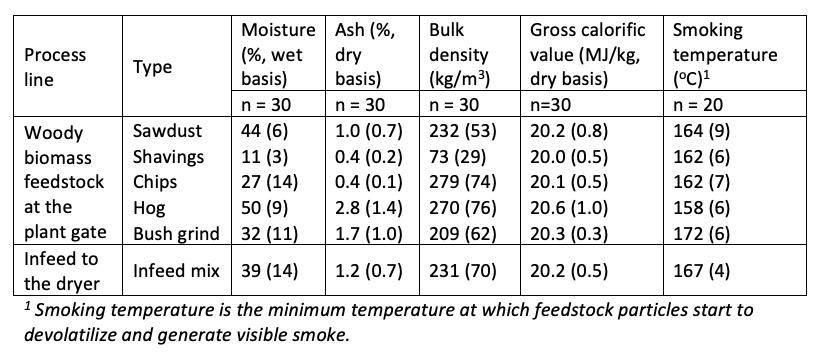
Table 2 – Mean moisture, ash, bulk density, gross calorific value and onset smoking temperature of the received and analyzed samples. n is the number of samples for all types of tested samples. Values in brackets indicate the standard deviations.
Extraneous material
Extraneous materials (EM) are foreign materials that do not come from plant origin. Stones and pellets are among the EMs. In the samples we tested, hog had an EM content of up to eight per cent. The other three infeed types – sawdust, bush grind, and infeed mix – had the maximum EM content of one per cent or less. Not all extraneous materials among biomass particles were detectable with the naked eye. In the fraction smaller than 3.15 mm, small stones were not detected by the method specified by ISO 19743 and instead were identified in the microscopic image. Our analysis showed that besides rocks and metals, bark contributed to the higher ash content of the infeed material.
Conclusions
The wood pellet plants follow site-specific procedures for cleaning their infeed material. The suite of equipment may vary from one plant to the next, but all have several magnets and density separators to remove heavy and non-woody objects. The current cleaning processes reduce the dirt content and upgrade the feedstock quality. The ranges of moisture content, ash content, bulk density, and particle size are very wide. Smoking temperatures are considerably lower than the ignition temperatures that are usually used for equipment and process design. It appears that small articles like stones remain in the feedstock even after several segregations. On-line instruments are required to sense extraneous objects in the feedstock.
Jun Sian Lee, Hamid Rezaei, Omid Gholami Banadkoki, Fahimeh Yazdanpanah, and Shahab Sokhansanj are members of the Biomass and Bioenergy Research Group (BBRG) at the University of British Columbia (UBC).
Print this page