Achieving consistent flow: how flow aids can help resolve bulk material handling issues
December 7, 2021
By Brad Pronschinske
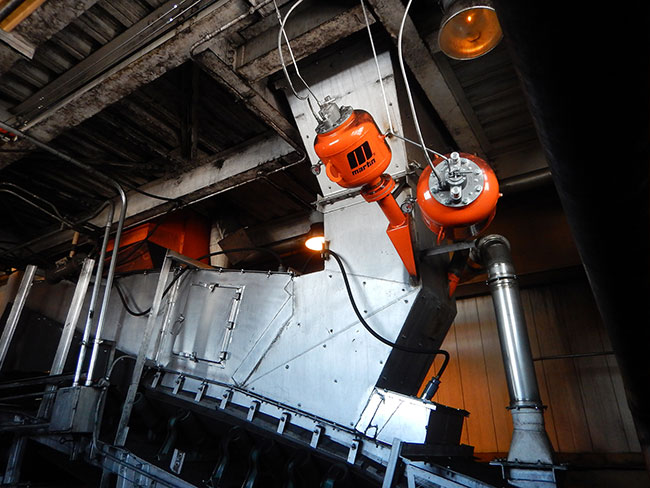 Air cannons deliver a controlled burst of compressed air to dislodge material build-up. Photo courtesy Martin Engineering.
Air cannons deliver a controlled burst of compressed air to dislodge material build-up. Photo courtesy Martin Engineering.
In order to achieve controlled and consistent flow on conveyors handling large volumes of bulk material, transfer chutes and vessels must be designed not just to accommodate, but to actually facilitate the flow of the cargo they will be handling. Unfortunately, because so many conditions can hamper effective cargo flow, engineering a conveyor and chutework that would handle every material situation is virtually impossible.
Even modest changes in moisture content can cause adhesion to chute or vessel walls or agglomeration at low temperatures, especially if the belt is stagnant for any period of time. Even during continuous operation, a bulk material can become compressed, and physical properties often change due to natural variations in the source deposits, suppliers or specifications, or if the material has been in storage. If left to build up, material can encapsulate belt cleaners and deposit harmful carryback onto the return side, fouling idlers and pulleys. At worst, systems can become completely blocked by relatively small (and common) changes. To overcome these issues, a variety of devices collectively known as flow aids can be employed.
What are flow aids?
As the term implies, flow aids are components or systems installed to promote the transport of materials through a chute or vessel, controlling dust and spillage. Flow aids come in a variety of forms, including rotary and linear vibrators, high- and low-pressure air cannons and aeration devices, as well as low-friction linings and special chute designs to promote the efficient flow of bulk materials. These modular systems can be combined in any number of ways to complement one another and improve performance. The components can be used for virtually any bulk material or environment, including hazardous duty and temperature extremes. One of the primary advantages is that an operation can obtain a level of control over the material flow that is not possible any other way.
When employing flow aids, it’s critical that the chute and support components are sound and the flow aid be properly sized and mounted, because the operation of these devices can create potentially damaging stress on the structure. A properly designed and maintained chute will not be damaged by the addition of correctly sized and mounted flow aids.
It’s also important that any flow aid device be used only when discharges are open and material can flow as intended. The best practice is to use flow aids as a preventive solution to be controlled by timers or sensors to avoid material buildup, rather than waiting until material accumulates and restricts the flow. Using flow aid devices in a preventive mode improves safety and saves energy, since flow aids can be programmed to run only as needed to control buildup and clogging.
Air cannons
One solution for managing material accumulation in chutes and vessels is the low-pressure air cannon, originally developed and patented by Martin Engineering in 1974. Also known as an “air blaster,” it uses a plant’s compressed air to deliver an abrupt discharge to dislodge the buildup. Cannons can be mounted on metallic, concrete, wood or rubber surfaces. The basic components include an air reservoir, fast-acting valve with trigger mechanism and a nozzle to distribute the air in the desired pattern to most effectively clear the accumulation.
The device performs work when compressed air (or some other inert gas) in the tank is suddenly released by the valve and directed through an engineered nozzle, which is strategically positioned in the chute, tower, duct, cyclone or other location. Often installed in a series and precisely sequenced for maximum effect, the network can be timed to best suit individual process conditions or material characteristics. The air blasts help break down material accumulations and clear blocked pathways, allowing solids and/or gases to resume normal flow. In order to customize the air cannon installation to the service environment, specific air blast characteristics can be achieved by manipulating the operating pressure, tank volume, valve design and nozzle shape.
In the past, when material accumulation problems became an issue, processors would have to either limp along until the next scheduled shutdown or endure expensive downtime to install an air cannon network. That could cost a business hundreds of thousands of dollars per day in lost production. Many designers proactively include the mountings in new designs so that a future retrofit can be done without hot work permits or extended downtime. A new technology has even been developed for installing air cannons in high-temperature applications without a processing shutdown, allowing specially-trained technicians to mount the units on furnaces, preheaters, clinker coolers and in other high-temperature locations while production continues uninterrupted.
Engineered vibration
The age-old solution for breaking loose blockages and removing accumulations from chutes and storage vessels was to pound the outside of the walls with a hammer or other heavy object. However, the more the walls are pounded, the worse the situation becomes, as the bumps and ridges left in the wall from the hammer strikes will form ledges that provide a place for additional material accumulations to start.
A better solution is the use of engineered vibration, which supplies energy precisely where needed to reduce friction and break up a bulk material to keep it moving to the discharge opening, without damaging the chute or vessel. The technology is often found on conveyor loading and discharge chutes, but can also be applied to other process and storage vessels, including silos, bins, hoppers, bunkers, screens, feeders, cyclones and heat exchangers.
There is another innovative solution that prevents carryback from sticking to the rear slope of a discharge chute. The live bottom dribble chute uses material disruption to reduce friction and cause tacky sludge and fines to slide down the chute wall and back into the main discharge flow. By addressing these issues, operators can experience a reduction in maintenance hours, equipment replacement and downtime, lowering the overall cost of operation.
Flow aid devices deliver force through the chute or vessel and into the bulk material. Over time, components will wear, or even break, under normal conditions. Most of these devices can be rebuilt to extend their useful life. Because clearances and fits are critical to proper operation, it’s recommended that flow aid devices be rebuilt and repaired by the manufacturer, or that the manufacturer specifically train plant maintenance personnel to properly refurbish the equipment. •
Brad Pronschinske is a global product manager of Martin Engineering’s flow aid division, where he is responsible for the development and management of the company’s air cannon products and vibration systems.
Print this page