Dust explosion protection of industrial bucket elevators
September 28, 2021
By Payton Ball, BSME, regional sales manager, Rembe Inc.
 Bucket elevator
Bucket elevator Let’s say you are a project engineer for a pet food production facility. You’ve recently hired a consultant to conduct a dust hazard analysis (DHA), according to NFPA 61, Standard for the Prevention of Fires and Dust Explosions in Agricultural and Food Processing Facilities, rev. 2020 (NFPA 61) & NFPA 652, Standard on the Fundamentals of Combustible Dust, rev.2019 (NFPA 652). You are now tasked with the responsibility of implementing several DHA recommendations, one of which is to implement explosion protection on your plant’s bucket elevators in compliance with the NFPA standards.
Bucket elevators provide you a means to transport large volumes of product via belt/chain efficiently and to higher elevations than typically practical with pneumatic or open belt conveying. These systems in your plant are essential, and transport everything from whole grains to processed additives and ingredients. Your challenge is to correctly interpret and apply the applicable NFPA standards. While your facility falls under the NFPA 61 umbrella for food processing facilities, NFPA 68, Standard on Explosion Protection by Deflagration Venting, rev. 2018 (NFPA 68), the standard for deflagration venting, may also apply.
Many questions arise in food processing facilities with respect to bucket elevator explosion protection. Prescriptive methods of explosion protection for bucket elevators can be found in both NFPA 68 and NFPA 61 Standards. NFPA 68 lays out parameters for the protection of all hazardous dusts, while the methodology in NFPA 61 is specifically for grain handling. In many cases the specific commodity NFPA standards refer to the other core combustible dust standards.
Determining the applicable standard to use for bucket elevator protection is rather simple. It starts and stops with the definition of “bulk raw grain.” In NFPA 61-20 3.3.6, bulk raw grain is defined as “grain materials, such as cereal grains, oilseeds, and legumes, that have not undergone processing or size reduction.” The key characteristic here is regarding processing, and size reduction.
We look further in the NFPA Standard 61 to find two primary divisions for bucket elevator legs: “Section 9.3.14.2 – Legs Handling Bulk Raw Grain” and “Section 9.3.14.3 “Legs handling materials other than bulk raw grain that present an explosion hazard.” The former provides the prescriptive step-by-step methodology for elevator leg explosion venting. The latter clearly states: “9.3.14.3.3* legs or portions of legs that are located inside shall have the maximum practicable explosion relief area directly to the outside, a flame-arresting and particulate retention vent system in accordance with NFPA 68, or explosion suppression in accordance with NFPA 69.” This means that other than the handling of your whole grains, NFPA 68 protection methodology must be used for indoor elevators.
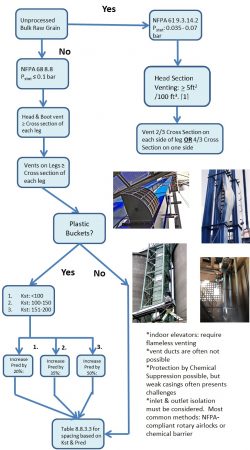
After making that distinction, the prescriptive solution is like a recipe. Each characteristic of your bucket elevator and dust characteristics play a role. The determinations are demonstrated in the decision matrix to the right. Many processing facilities and elevator manufacturers prefer to utilize NFPA 61 wherever possible. The method is simple, and typically requires fewer explosion panels than NFPA 68 which lowers cost. As is true with most industry safety measures, less expensive is not always adequate.
Why differentiate bulk raw grain from dust after processing and size reduction? The simple answer is that the severity of an event can vary drastically with change in dust size, and moisture content. The dust that is present when handling bulk raw grain presents an explosion hazard, but not bulk raw grain itself. Prior to processing, the dust concentration in the elevator legs is often very low with elevated moisture content, making the probability and severity of an explosion less than when handling the same ground/milled/ crushed/dried product at a different stage of processing.
In most processing facilities, the material undergoes multiple changes before the end of the process. This can be as simple as milling, or as complex as chemical processing. Either way, once a bulk raw grain is processed, NFPA 61 is no longer the approved method for indoor bucket elevator explosion vent sizing, and NFPA 68 must be followed for adequate protection and compliance.
After processing, the product often no longer contains larger chunks, and contains a greater concentration of dust particles. Bucket elevator explosion venting design methodology per NFPA 68 takes into consideration the Kst, of the material, and strength of the elevator to reflect the real-life/worst case scenario. This becomes crucial in the sizing of explosion vents for bucket elevators.
A critical point to keep in mind as you review all bucket elevators in your facility: Just because one elevator qualifies for the NFPA 61 approach, DOES NOT mean that all bucket elevators in that plant can utilize the same methodology if the process/media/material is different! Each elevator must be evaluated on a case-by-case basis. It may also be worth considering future process changes and design for the anticipated worst case scenario.
A few additional considerations:
- Bucket elevators located indoors cannot be explosion vented to the interior space. It might be possible to direct bucket elevator vents through an exterior wall with short vent ducts, however, the ducts must be accounted for in the venting design and casing strength according to NFPA 68. This is more often not feasible due to elevator distances to exterior walls, so alternate safe indoor protection such as flameless venting or chemical suppression must be used. The Q-box II and the new Q-Ball-E by Rembe are certified and NFPA 68 compliant flame arresting and particulate retention devices when installed on interior elevators provide a reliable, maintenance free explosion protection solution.
- To complement explosion protection, the inlet and outlet of the elevator must be isolated to prevent the propagation of a fireball into adjacent areas or equipment. Passive protection solutions can be accomplished with NFPA 69 compliant rotary air lock valves for example. For active chemical suppression explosion protection solutions, additional suppressant bottles are installed on the in and out feed chutes in addition to the casing that trigger with the detection of spark or pressure rise.
- It is important to be aware of additional bucket elevator design and performance requirements for all food handling materials that together serve as fire and explosion preventative measures. These specific preventative requirements are outlined in NFPA 61 Section 9.3.14.1 and include but are not limited to, drive safety requirements, inspection access, operational monitors and sensors.
When evaluating explosion protection for bucket elevators, answer the one overarching question: Is this a bulk raw grain process within the definition of NFPA Standard 61 section 9.3.14.3.1 or not? This is your guide to safe and compliant explosion protection for your facility and employees.
Contact Payton Ball (704-716-7022, PBa@rembe.us) for more information about protecting elevators or combustible dust explosion protection. Rembe is a leader in the innovation and manufacture of explosion protection systems, process safety systems and dynamic weighing systems.
Print this page